鍍鋅線工藝流程及H2濃度分析
2020.06.23
隨著工業的快速發展���,冷軋熱鍍鋅帶鋼憑借著耐腐蝕性強���、力學性能好�、表面質量優、尺寸精度高�、生產成本較低等諸多優點���,在建筑��、汽車及家電等行業得到了廣泛應用。尤其是近年來熱鍍鋅在技術和裝備上都取得了較大發展��,生產成本和質量上的優越性�����,使其需求越來越大,同時對熱鍍鋅的工藝水平也提出了更高要求���。
退火爐是冷軋連續熱鍍鋅生產線中的重要設備,爐內氣氛直接影響產品的表面質量�。鍍鋅線工藝對爐內氣氛的要求很高�����,例如高端汽車板生產一般要求殘氧量在10ppm以下,露點在-40℃以下��。爐內氣氛的優劣是決定鋅層粘附性的重要因素����。本文重點介紹了退火爐內氣氛分析方法�,為生產鍍鋅產品提供優良的爐內氣氛保障���。
1 主要工藝流程
連續熱鍍鋅機組工藝包括鍍前處理(脫脂和退火熱處理)����、熱鍍鋅、精整和表面處理4個主要工序�����。冷軋后的帶鋼通過脫脂清洗去除表面殘油�����、殘鐵等���,經過再結晶退火,進入約460℃的鋅鍋熱鍍(或再合金化處理)��,再經過平整拉矯進行矯正����,之后進行鈍化或耐指紋、涂油等表面處理�。主要工藝流程為:
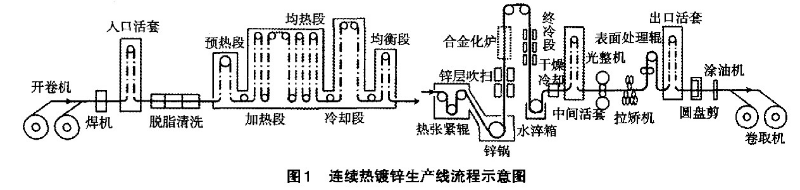
開卷→焊接→脫脂清洗→退火爐→(預熱→加熱→均熱→冷卻→均衡)→熱浸鍍鋅→(合金化爐)→鍍后冷卻→光整→拉矯→表面處理(鈍化/耐指紋)→切邊→在線質量檢測→涂油→卷取���。其流程示意圖如圖1所示�。
 2 工藝技術特點
2.1入口段
2.1.1開卷機:一般設置雙開卷設備���,利用開卷機將原料鋼鋼卷打開�����,縮短入口停機時間���,確保全線連續生產�����。
2.1.2焊機:采用激光焊機或全自動窄搭接焊機,將前����、后鋼帶連接�,以保持原料進入下一道工序的連續性���。適應高強鋼與軟鋼的生產要求�,可自動設定焊接參數,帶有焊縫質量自動監視系統,配套有沖孔與切月牙裝置����。
2.1.3入口活套:最大活套量一般>450m,以滿足上卷與焊接期間全線的連續生產����。
2.1.4脫脂清洗:采用多級強化清洗工藝��,包括堿噴淋、堿刷洗、電解清洗、熱水刷洗、熱水漂洗及熱風干燥,清洗強度大且效果好,有效去除油污和鐵屑����,利于提高鍍層附著力�����。在堿洗、電解循環系統中設置高效磁過濾器及堿液濃度自動控制,降低堿液中雜質含量�����。
2 工藝技術特點
2.1入口段
2.1.1開卷機:一般設置雙開卷設備���,利用開卷機將原料鋼鋼卷打開�����,縮短入口停機時間���,確保全線連續生產�����。
2.1.2焊機:采用激光焊機或全自動窄搭接焊機,將前����、后鋼帶連接�,以保持原料進入下一道工序的連續性���。適應高強鋼與軟鋼的生產要求�,可自動設定焊接參數,帶有焊縫質量自動監視系統,配套有沖孔與切月牙裝置����。
2.1.3入口活套:最大活套量一般>450m,以滿足上卷與焊接期間全線的連續生產����。
2.1.4脫脂清洗:采用多級強化清洗工藝��,包括堿噴淋、堿刷洗、電解清洗、熱水刷洗、熱水漂洗及熱風干燥,清洗強度大且效果好,有效去除油污和鐵屑����,利于提高鍍層附著力�����。在堿洗、電解循環系統中設置高效磁過濾器及堿液濃度自動控制,降低堿液中雜質含量�����。
2.2退火爐
2.2.1預熱段:從加熱及均熱段的煙氣中回收熱量�����,通過噴吹保護氣氛可將帶鋼加熱到130~160℃��,主要作用����,一是在加熱至此溫度區間���,帶鋼在停止狀態下也不會氧化腐蝕�����,二是通過預熱段可以使加熱爐節省約10%的能源。
2.2.2加熱段與均熱段:加熱段的主要作用是吧帶鋼表面的氧化鐵皮還原為適合熱鍍鋅的活性海綿狀純鐵層,并加熱帶鋼完成再結晶退火���;均熱段的作用是將帶鋼保持在規定的退火溫度一段時間,保證帶鋼再結晶退火完全。加熱的控制方式有空氣/燃氣比例調節和ON/OFF燒嘴的脈沖式兩種�����。加熱段與均熱段“共處一室”�,其交接處有一部分道次可共用,有利于溫度調節控制且縮短了爐長;輻射管設計溫度可達980℃�����,退火爐操作溫度可到920℃���,可滿足超深沖鋼與超高強鋼的生產要求����。
2.2.3緩冷段:目的是將帶鋼冷卻到AR3以下溫度,進入下一步冷卻前去除奧氏體化�,一般冷卻速度不能高于30℃/s�����。
2.2.4快冷段:退貨工序中最關鍵的工藝段,其冷速的大小直接決定帶鋼強度級別��。目前已開發使用了很多種冷卻方法��,其中高速氣體(H2)噴射冷卻是對告訴氣體噴射冷卻技術的又一發展�,該冷卻技術就是利用H2的高導熱性來提高帶鋼的冷卻速度��,H2的導熱系數是空氣的1.58倍���,H2-HGJC冷卻中H2含量從HGJC的5%提高到50%�,帶鋼的冷卻速度提高一倍��,可達30~160℃/s。由于該冷卻方式屬于干式冷卻����,具備干式冷卻的一切優點���,且因含氫量的增加帶鋼表面更加潔凈����,既保證了帶鋼的表面質量����,、版形和良好的操作穩定性�,又具有較高的冷卻速度��,生產軟鋼的同時生產高強鋼。一般快冷后將帶鋼冷卻低至440~470℃���,以滿足約460℃的熱鍍鋅溫度;而生產DP高強鋼時要求快冷至300℃以下���,后續再通過均衡段加熱至鍍鋅溫度。
2.2.5均衡段:均衡段的設置主要是3個方面:一是為了保證出快冷段后厚規格帶鋼橫向溫度均勻���;二是對薄規格產品進行補充加熱以保障其入鋅鍋溫度(或DP高強鋼的補熱);三是生產熱鍍鋁鋅硅產品時,如不設均衡段���,爐鼻內鋅灰被快冷段風機擾動�����,吸入爐膛內落至鋼板表面,引起漏鋅��。均衡段出口溫度一般在460℃左右再進入鍍鋅段����,以保持鋅液溫度不變�。
2.2.6熱張緊輥:位于退火爐出口與鍍鋅段入口之間,用于對帶鋼張立的調節��。
2.3熱鍍鋅
2.3.1爐鼻子:爐鼻子是鏈接退火爐與鍍鋅區域的通道�����。由于鋅液以及鋅渣的污染作用��,往往會使帶鋼表面產生缺陷,所以爐鼻子區域的控制對帶鋼質量有重要影響���。爐鼻子內的氣氛控制尤為重要,露點高會造成帶鋼氧化����,露點低則鋅液會蒸發����,冷凝后會粘附在爐鼻子內或滴落在帶鋼表面����,影響帶鋼質量。
2.3.2鋅鍋:為防止鋅渣對鍍層影響��,一般采用加大加深的熔溝式感應加熱陶瓷鋅鍋��,帶有溫度控制和鋅鍋液面探測系統�����,根據液位信號向鋅鍋自動喂入鋅錠,并采用在線鋁含量分析儀���,監測鋅液成分變化�����。
2.3.3鋅層吹掃:在鋅鍋出口采用可控的噴嘴沿一定角度向帶鋼噴吹壓縮空氣(采用高純氮氣更佳)�,以出去多余的鋅液��。
2.3.4合金化爐:對于鍍鋅鐵合金(GA)產品必須進行合金化處理���,使原板表面形成一層鋅鐵合金�,讓它具有良好的延伸性���,鍍鋅后的鋼板應通過鍍層退火爐再加熱��,加熱溫度為550℃��。
2.3.5鍍后冷卻:包括心過后冷卻(使表面鋅固化不粘附頂輥)、終冷段(冷卻至150℃以下)��、水淬(冷卻至40℃左右)及后干燥冷卻����。
2.4精整段
2.4.1中間活套:最大活套量一般>45m,以保證光整機換輥時工藝段的連續穩定運行。
2.4.2光整機:通過小壓下率(<3%)改善鍍后帶鋼的機械性能和版型,通過毛化軋輥改變帶鋼表面狀態�,提高帶鋼表面的均勻性�����。
2.4.3拉矯機:用于改善讀后帶鋼的板形。
2.4.4表面處理:通過雙頭2輥或3輥式輥涂機(可移動式)對帶鋼表面涂鍍鉻鈍化液或耐指紋液進行鈍化處理,以提高鍍鋅鋼板的防腐性能。
2.4.5出口活套:最大活套量一般>450m�,以保證出口段降速分卷時工藝段的連續穩定運行�����。
2.4.6圓盤剪:對鍍鋅成品帶鋼的寬度進行切邊精度控制����。
2.4.7涂油機:對帶鋼單面或雙面進行高壓靜電涂油���,提高成品鋼卷的防銹能力�����。
2.4.8卷取機:一般設置雙卷取設備,縮短出口停機時間�����,確保全線連續生產�����。
3 分析儀配置情況
鍍鋅線退火爐內的保護氣體是由氮氣和氫氣按照一定配比混合而成�,起著還原鋼帶表面和防止氧化的作用�����,氣主要參數指標有氫氣比例��、露點、殘氧量等�����。
3.1氫氣和露點對帶鋼的影響
露點代表的是爐內水蒸氣的含量����,通常很低。爐內露點在-40℃左右時�����,水含量約在0.19mg/L�����。帶鋼表面在爐內被氫氣還原生成水,發生如下化學反應:
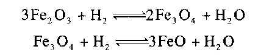
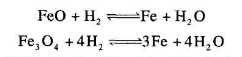 以上化學反應為可逆反應����,當氫氣分壓大于水蒸氣分壓時���,反應向右進行�����,即為還原反應;反之�,則向左進行��,為氧化反應。通常情況下�����,希望化學反應向右進行�,即進行還原反應。但對于特殊鋼種(如DP)為消除表面局部氧化��,則希望縣發生氧化反應��,再還原����。
3.2殘氧量的影響
爐內殘氧量的影響主要表現在3個方面:一是能在低溫區富集�����,可能會在條件適宜時與氫氣發生劇烈反應;二是對帶鋼表面形成選擇性氧化����,影響浸潤性�,形成漏鍍或色差;三是對爐內耐火材料產生氧化損害,縮短耐材的使用壽命。
如果加熱爐內氧含量過高將導致帶鋼在加熱過程中變藍�、化學活性增加��;如果加熱爐內氫含量高將會發生加熱爐爆炸的特大安全事故,可見加熱爐氣體分析儀系統的穩定性、準確性對于保證生產安全��,提高產品質量以及提高生產自動化程度都有非常重要的意義���。
3.3爐內氣氛分析
監控爐內氣氛只能依靠安裝在爐子上的在線分析儀進行����。從這個角度上講,在線分析儀就是看到爐子內部氣氛的眼睛���,只有通過這些分析儀才能了解到爐內氣氛的真實情況。通常安裝在爐子上的在線分析儀包括氧氣百分含量分析儀�����,氧氣ppm分析儀���、氫氣百分含量分析儀和露點分析儀�。
鍍鋅線分析儀使用的采樣方式是利用現場氮氣氣源作為引射氣,在整個采樣系統內形成負壓,將現場取樣樣氣抽入分析儀傳感器內進行分析�。因為分析儀分析管路部分本身就配置有氮氣系統作為參比氣���,“因地取材”使用已有的氮氣作為引射氣��,不需要另外配置管路,節省了抽氣泵使用費用,杜絕了因抽氣泵堵塞等造成的故障���,減少了設備安裝空間����,降低了設備成本和維護成本,提高了分析儀運行的穩定性和完好率����。
4 分析儀系統的組成
H2分析系統由樣氣采集���、預處理部分�����、分析探頭及分析儀等部分組成。
1、樣氣采集:樣氣采集部分由現場采樣管路及氮氣引射部分組成���,由于氮氣引射作用采樣管路內形成負壓,現場樣氣被抽入分析探頭進行分析后排空���。
2、預處理:因為鍍鋅線加熱爐內的氮���、氫混合氣體比較清潔,故只采用精細過濾器除塵后直接送入分析探頭進行分析�。
3����、分析儀:鍍鋅線的分析探頭的安裝方式是采用分析柜安裝���。分析柜安裝是將現場幾路采樣管集中送入分析柜�,在分析柜內利用“多點切換、逐點循環”方式使各段分析樣氣進入預處理部分處理后送入分析探頭進行分析����。這樣,幾路采樣點用一臺分析儀就可完成氣體的分析��,減小了設備費用和維護力度�。
一、分析儀原理簡介
鍍鋅生產線上的H2%含量分析儀采用天禹智控TY-63000型H2分析儀��,H2傳感器模塊核心傳感器選用德國進口氣體熱導傳感器����,配合自主研發的精密熱導池,可穩定測量H2濃度����,具有檢測范圍大���、可靠性高�����、使用方便�、維護簡單等優點�����,廣泛應用于冶金��、化工、提純等行業���。
熱導檢測器(TCD)是利用被測樣氣和參比氣的熱導系數不同而響應的濃度型檢測器,屬物理常數檢測方法���。鍍鋅線使用的是武漢天禹智控科技有限公司生產的TY-63000型H2分析儀。
熱導式氫氣分析儀主要部分是檢測單元�,它是由兩個接在惠斯通電橋橋臂上的微熱敏電阻工作組成的檢測器����,一個RTD(感溫電阻)插入樣氣氣流中�����,另一個RTD(感溫電阻)插入參比氣流。參比氣一般是混合氣體中的主要成分�����,通過兩個RTD差值計算出氣體成分含量�。武漢天禹智控科技有限公司TY-6300型分析儀的測量流量1L/min,探頭溫度40-50℃時工作正常���。兩種熱導率相差很大的氣體混合物,可以按照混合物的導熱能力與兩組分的含量相關的特點來分析某一組分的百分含量�����。
以上化學反應為可逆反應����,當氫氣分壓大于水蒸氣分壓時���,反應向右進行�����,即為還原反應;反之�,則向左進行��,為氧化反應。通常情況下�����,希望化學反應向右進行�,即進行還原反應。但對于特殊鋼種(如DP)為消除表面局部氧化��,則希望縣發生氧化反應��,再還原����。
3.2殘氧量的影響
爐內殘氧量的影響主要表現在3個方面:一是能在低溫區富集�����,可能會在條件適宜時與氫氣發生劇烈反應;二是對帶鋼表面形成選擇性氧化����,影響浸潤性�,形成漏鍍或色差;三是對爐內耐火材料產生氧化損害,縮短耐材的使用壽命。
如果加熱爐內氧含量過高將導致帶鋼在加熱過程中變藍�、化學活性增加��;如果加熱爐內氫含量高將會發生加熱爐爆炸的特大安全事故,可見加熱爐氣體分析儀系統的穩定性、準確性對于保證生產安全��,提高產品質量以及提高生產自動化程度都有非常重要的意義���。
3.3爐內氣氛分析
監控爐內氣氛只能依靠安裝在爐子上的在線分析儀進行����。從這個角度上講,在線分析儀就是看到爐子內部氣氛的眼睛���,只有通過這些分析儀才能了解到爐內氣氛的真實情況。通常安裝在爐子上的在線分析儀包括氧氣百分含量分析儀�����,氧氣ppm分析儀���、氫氣百分含量分析儀和露點分析儀�。
鍍鋅線分析儀使用的采樣方式是利用現場氮氣氣源作為引射氣,在整個采樣系統內形成負壓,將現場取樣樣氣抽入分析儀傳感器內進行分析�。因為分析儀分析管路部分本身就配置有氮氣系統作為參比氣���,“因地取材”使用已有的氮氣作為引射氣��,不需要另外配置管路,節省了抽氣泵使用費用,杜絕了因抽氣泵堵塞等造成的故障���,減少了設備安裝空間����,降低了設備成本和維護成本,提高了分析儀運行的穩定性和完好率����。
4 分析儀系統的組成
H2分析系統由樣氣采集���、預處理部分�����、分析探頭及分析儀等部分組成。
1、樣氣采集:樣氣采集部分由現場采樣管路及氮氣引射部分組成���,由于氮氣引射作用采樣管路內形成負壓,現場樣氣被抽入分析探頭進行分析后排空���。
2、預處理:因為鍍鋅線加熱爐內的氮���、氫混合氣體比較清潔,故只采用精細過濾器除塵后直接送入分析探頭進行分析�。
3����、分析儀:鍍鋅線的分析探頭的安裝方式是采用分析柜安裝���。分析柜安裝是將現場幾路采樣管集中送入分析柜�,在分析柜內利用“多點切換、逐點循環”方式使各段分析樣氣進入預處理部分處理后送入分析探頭進行分析����。這樣,幾路采樣點用一臺分析儀就可完成氣體的分析��,減小了設備費用和維護力度�。
一、分析儀原理簡介
鍍鋅生產線上的H2%含量分析儀采用天禹智控TY-63000型H2分析儀��,H2傳感器模塊核心傳感器選用德國進口氣體熱導傳感器����,配合自主研發的精密熱導池,可穩定測量H2濃度����,具有檢測范圍大���、可靠性高�����、使用方便�、維護簡單等優點�����,廣泛應用于冶金��、化工、提純等行業���。
熱導檢測器(TCD)是利用被測樣氣和參比氣的熱導系數不同而響應的濃度型檢測器,屬物理常數檢測方法���。鍍鋅線使用的是武漢天禹智控科技有限公司生產的TY-63000型H2分析儀。
熱導式氫氣分析儀主要部分是檢測單元�,它是由兩個接在惠斯通電橋橋臂上的微熱敏電阻工作組成的檢測器����,一個RTD(感溫電阻)插入樣氣氣流中�����,另一個RTD(感溫電阻)插入參比氣流。參比氣一般是混合氣體中的主要成分�����,通過兩個RTD差值計算出氣體成分含量�。武漢天禹智控科技有限公司TY-6300型分析儀的測量流量1L/min,探頭溫度40-50℃時工作正常���。兩種熱導率相差很大的氣體混合物,可以按照混合物的導熱能力與兩組分的含量相關的特點來分析某一組分的百分含量�����。
-
?0-100%vol全量程(可定制)
-
?自帶高精度恒溫裝置�,工作穩定可靠,不受環境溫度影響
-
?局部恒溫�,預熱時間短 ��,功耗低
-
?自主研發精密熱導池,樣氣流量波動對測量無影響
-
?核心傳感器芯片與樣氣隔離��,防腐蝕���,壽命長
-
?標配RS485通訊接口和4-20mA模擬量輸出接口�����,使用方便靈活
-
?寬電壓供電
-
?體積小�,方便集成�����,測量精度高,工作溫度可靠
TY-6300型H2分析儀技術參數:
|
量程
|
0-100%vol全量程(可定制)
|
|
測量精度
|
±2%FS
|
|
分辨率
|
0.01%vol
|
|
重復率
|
≤±1%FS
|
|
工作流量
|
0.2~1.5L/min
|
|
工作溫度
|
-10℃~40℃
|
|
工作電壓
|
AC220V(50HZ)
|
|
功耗
|
≤100W
|
|
輸出接口
|
RS485、4-20mA
|
天禹智控氣體分析系統案例

5 結語
連續熱鍍鋅線退火爐內氣氛對產品表面質量至關重要,建立爐子氣密性檢查制度能夠保證及時發現泄漏問題。在線監測儀表可以保證為生產提供正確的測量數據指導,結合正確的泄漏檢查�����、處理方法�����、有效預防措施�,才能保證爐子的氣密性�,有效改善爐內氣氛,生產出高表面質量的鍍鋅產品。